Product Overview
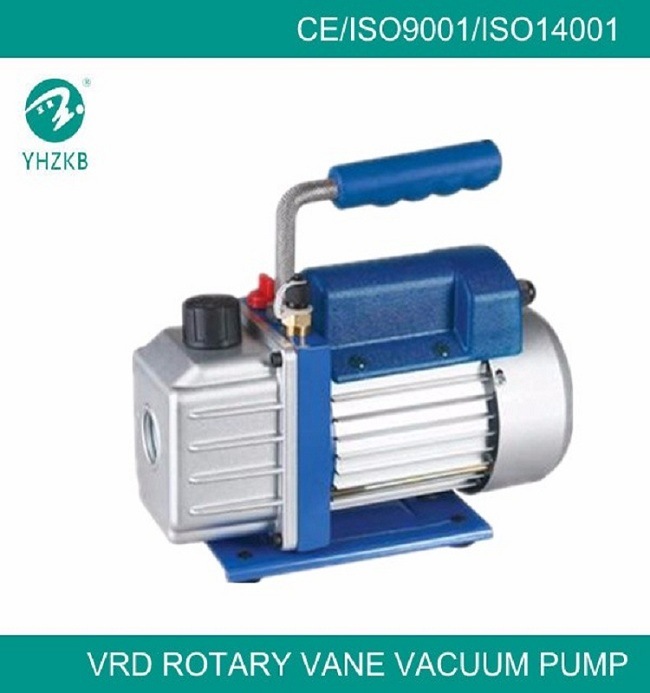
This is a high-performance, double-stage, oil-sealed rotary vane vacuum pump designed for efficient and reliable operation. It features a gas ballast valve that allows the introduction of air into the exhaust chamber, reducing the partial pressure of vapor in the discharge gas. This helps prevent condensation of vapor within the pump oil, thus avoiding oil emulsification and extending the life of the oil. However, when the gas ballast valve is open, the ultimate vacuum level may decrease slightly, and the operating temperature of the pump may increase.
Known for its compact size, lightweight design, quiet operation, and ease of starting, this pump is ideal for various applications. It also includes safety mechanisms to prevent oil back-suction and oil leakage from the shaft seal, ensuring environmental protection and smooth performance.

Application Field
1. This pump is a fundamental equipment used to evacuate sealed vessels. It can be used independently as a main pump or as a forepump for booster pumps, diffusion pumps, and molecular pumps. It can also serve as a holding pump in vacuum systems or as a pre-pump for various types of pumps. It is widely used in the electro-vacuum industry, vacuum flask manufacturing, vacuum welding, and as an accessory for precision gauges or meters requiring a vacuum environment. Its small size, light weight, and quiet operation make it particularly suitable for laboratory use.
2. The pump can operate continuously for many hours under atmospheric temperatures ranging from 5°C to 40°C and intake pressures below 1230 Pa. If the gas being pumped contains moisture with a relative humidity exceeding 90%, the gas ballast valve should be opened.
3. When the inlet port is fully open to the atmosphere, the pump should not run for more than one minute.
4. It is not suitable for pumping oxidized, toxic, explosive, or corrosive gases, nor gases that react chemically with the pump oil or contain dust particles.
Company Overview
Established in 1988 in Zhejiang, the company initially focused on producing SK series vacuum pumps for the pharmaceutical industry. In 1997, a sales branch was set up in Shanghai. In 1998, the company developed SK-A and SK-D series pumps for the plastic industry. In 2007, the foreign trade department was established, and the company began engaging in international business.
Main Products:
Liquid Ring Vacuum Pumps: SK, SK-A, SK-D, 2SK, 2SK-B, 2BEA, etc.

Centrifugal Pumps: IZ (BL), etc.

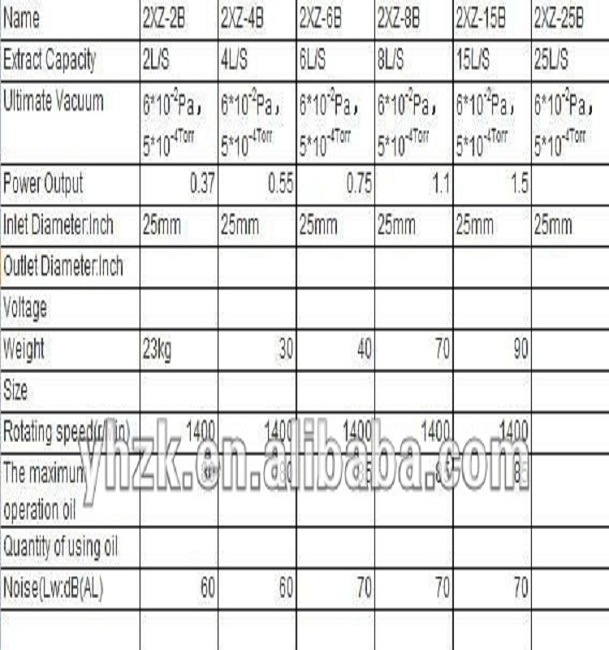
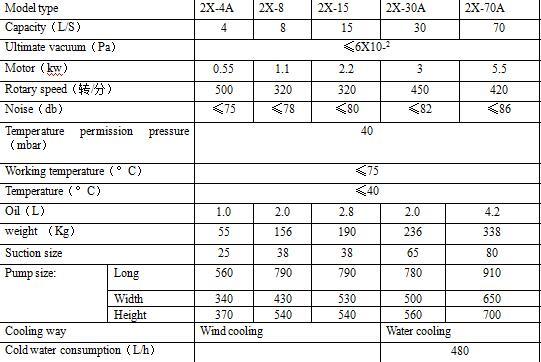
Rotary Vane Vacuum Pumps: 2X, 2XZ-B, VRD, XD, etc.
Certifications:
CE; ISO 9001:2000; ISO 14001:2004;
With over three decades of experience in the vacuum pump industry, the company has built a strong reputation for quality, reliability, and customer satisfaction. Our products are widely used across multiple industries and have been exported to numerous countries around the world. We continue to innovate and improve our product lines to meet the evolving needs of our customers.
This is a high-performance, double-stage, oil-sealed rotary vane vacuum pump designed for efficient and reliable operation. It features a gas ballast valve that allows the introduction of air into the exhaust chamber, reducing the partial pressure of vapor in the discharge gas. This helps prevent condensation of vapor within the pump oil, thus avoiding oil emulsification and extending the life of the oil. However, when the gas ballast valve is open, the ultimate vacuum level may decrease slightly, and the operating temperature of the pump may increase.
Known for its compact size, lightweight design, quiet operation, and ease of starting, this pump is ideal for various applications. It also includes safety mechanisms to prevent oil back-suction and oil leakage from the shaft seal, ensuring environmental protection and smooth performance.
Application Field
1. This pump is a fundamental equipment used to evacuate sealed vessels. It can be used independently as a main pump or as a forepump for booster pumps, diffusion pumps, and molecular pumps. It can also serve as a holding pump in vacuum systems or as a pre-pump for various types of pumps. It is widely used in the electro-vacuum industry, vacuum flask manufacturing, vacuum welding, and as an accessory for precision gauges or meters requiring a vacuum environment. Its small size, light weight, and quiet operation make it particularly suitable for laboratory use.
2. The pump can operate continuously for many hours under atmospheric temperatures ranging from 5°C to 40°C and intake pressures below 1230 Pa. If the gas being pumped contains moisture with a relative humidity exceeding 90%, the gas ballast valve should be opened.
3. When the inlet port is fully open to the atmosphere, the pump should not run for more than one minute.
4. It is not suitable for pumping oxidized, toxic, explosive, or corrosive gases, nor gases that react chemically with the pump oil or contain dust particles.
Company Overview
Established in 1988 in Zhejiang, the company initially focused on producing SK series vacuum pumps for the pharmaceutical industry. In 1997, a sales branch was set up in Shanghai. In 1998, the company developed SK-A and SK-D series pumps for the plastic industry. In 2007, the foreign trade department was established, and the company began engaging in international business.
Main Products:
Liquid Ring Vacuum Pumps: SK, SK-A, SK-D, 2SK, 2SK-B, 2BEA, etc.
Centrifugal Pumps: IZ (BL), etc.
Rotary Vane Vacuum Pumps: 2X, 2XZ-B, VRD, XD, etc.
Certifications:
CE; ISO 9001:2000; ISO 14001:2004;
With over three decades of experience in the vacuum pump industry, the company has built a strong reputation for quality, reliability, and customer satisfaction. Our products are widely used across multiple industries and have been exported to numerous countries around the world. We continue to innovate and improve our product lines to meet the evolving needs of our customers.
The dust mite reducer adopts ultraviolet sterilization method and is equipped with strong suction, which can effectively remove mites accumulated on beds, mattresses, sheets and sofas, reduce the occurrence of skin and respiratory allergies, and provide a healthy and comfortable living environment for the family.
We can provide OEM services such as design, solution integration, functional modules, etc.
OEM dust mite controller, mattress vacuum cleaner, mite reducer
Guangxi Nanning King Green Smart Co., Ltd. , https://www.smartliferobot.com